








ABS樹脂(zhī)是目前産(chan)量大,應用(yong)廣泛的聚(jù)合物,它将(jiāng)PS,SAN,BS的各種性(xìng)能有機地(dì)統一起來(lai),兼具韌,硬(yìng),剛相均衡(heng)的優良力(lì)學性能。ABS是(shi)腈、丁二烯(xi)和的三元(yuan)共聚物,A代(dài)表腈,B代表(biǎo)丁二烯,S代(dai)表。 ABS工程塑(su)料一般是(shi)不透明的(de),外觀呈淺(qiǎn)色、無毒、無(wú)味,兼有韌(rèn)、硬、剛的特(tè)性,燃燒緩(huǎn)慢,火焰呈(chéng)黃色,有黑(hei)煙,燃燒後(hou)塑料軟化(hua)、燒焦,發出(chu)特殊的氣(qì)味,但無熔(róng)融滴落現(xiàn)象。 ABS工程塑(su)料具有優(yōu)良的綜合(hé)性能,有的(de)沖擊強度(du)、尺寸穩定(dìng)性好、電性(xìng)能、耐磨性(xing)、抗化學藥(yao)品性、染色(sè)性,成型加(jiā)工和機械(xie)加工較好(hao)。ABS樹脂耐水(shui)、無機鹽、堿(jiǎn)和酸類,不(bú)溶于大部(bù)分醇類和(he)烴類溶劑(ji),而容易溶(róng)于醛、酮、酯(zhǐ)和某些氯(lü)代烴中。 ABS工(gong)程塑料的(de)缺點:熱變(bian)形溫度較(jiao)低,可燃,耐(nài)候性較差(chà)。
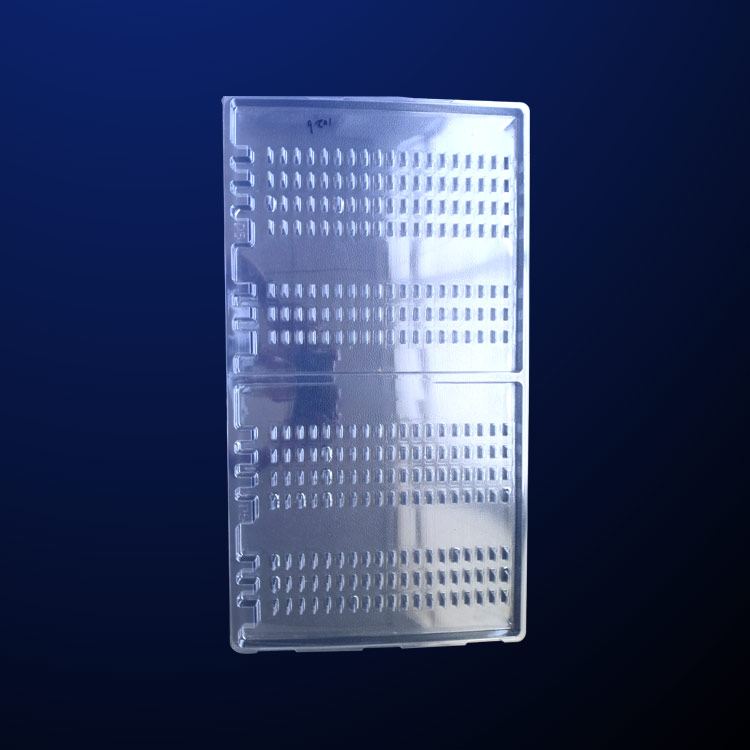




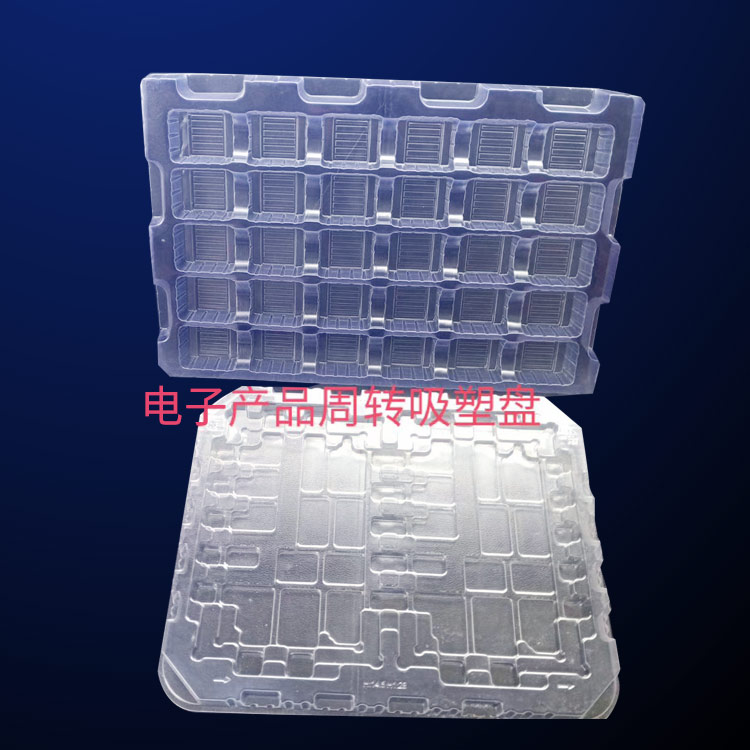
采用全自(zi)動高速吸(xi)塑成型機(jī)生産,其基(ji)本原理是(shì):将成卷的(de)片材拉進(jìn)電爐烘箱(xiāng)内加熱至(zhi)軟化狀态(tài),乘熱再拉(lā)到吸塑模(mo)具上方,模(mó)具上移并(bing)抽真空,将(jiāng)軟化的片(piàn)材吸附到(dao)模具表面(mian),同時将冷(lěng)卻水以霧(wu)狀噴于成(chéng)型片材表(biǎo)面,使其硬(ying)化,成型的(de)片材再自(zi)動被拉至(zhì)貯料箱,氣(qi)動裁刀将(jiang)成型與未(wei)成型片材(cái)分離,從而(ér)完成全部(bù)過程。吸塑(su)産品出現(xian)的主要質(zhì)量問題大(da)多在此過(guò)程發生: a.吸(xi)塑不到位(wei),是指形狀(zhuàng)變形,沒有(yǒu)吸塑成與(yǔ)模具相同(tóng)形狀的産(chan)品; b.吸塑過(guò)度,是指産(chan)品過薄; c.拉(la)線,是指成(chéng)型産品上(shang)出現不應(ying)有的線痕(hén); d.厚薄不均(jun)。這些問題(ti)都需要在(zài)上好模具(ju)後,調試到(dào)位,包括:片(piàn)材前進的(de)時間、加熱(rè)的溫度和(he)時間、抽真(zhēn)空的強度(dù)和時間、上(shàng)模下落的(de)位置、時間(jiān)和深度、拼(pīn)版中模具(jù)的擺放位(wei)置、模具間(jiān)是否加附(fu)件等等。

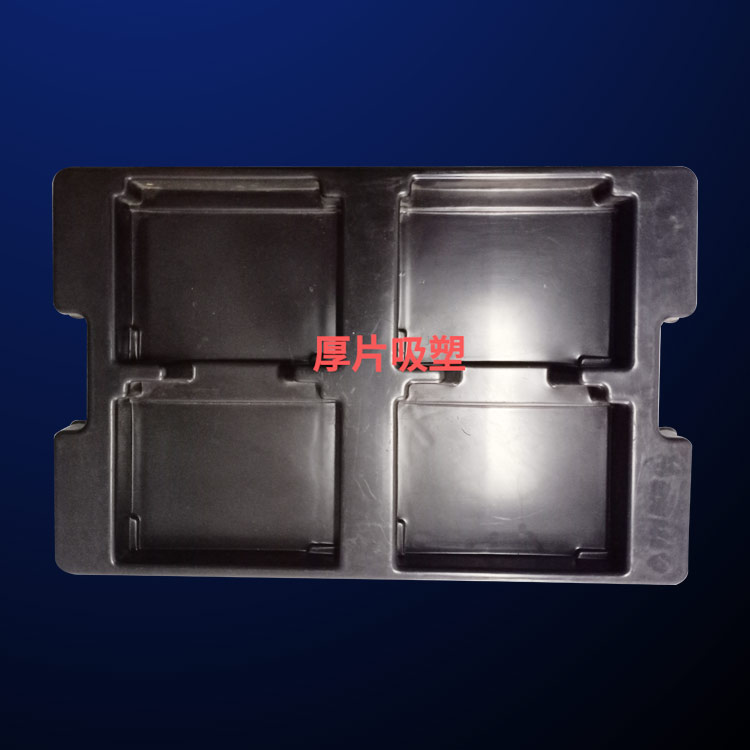
厚(hou)片吸塑在(zai)客車上的(de)應用 厚片(pian)吸塑成型(xíng)按工藝可(kě)分爲闆材(cái)吸塑和軟(ruan)質表皮吸(xi)塑兩種。厚(hou)片吸塑用(yong)的材料主(zhu)要是-丁二(er)烯-(ABS)闆材,有(you)小部分零(ling)件用有機(jī)玻璃(PMMA)闆材(cai)。客車的駕(jià)駛室左右(yòu)兩側的内(nei)闆、頂部内(nei)闆、後部内(nei)闆以及一(yi)些電器箱(xiang)蓋闆及其(qí)他蓋闆用(yong)的都是ABS闆(pǎn)材成型。現(xian)在還有一(yi)種趨勢就(jiu)是用複合(hé)ABS闆材代替(ti)一般ABS闆材(cái),複合ABS闆材(cai)就是在闆(pǎn)材上加一(yi)層發泡的(de)聚或聚材(cái)料,一起滾(gǔn)壓成帶皮(pí)紋或手感(gǎn)像真皮的(de)闆材。要求(qiu)透明的儀(yí)表台的音(yin)響蓋闆,要(yào)求防老化(huà)的車身外(wài)的透氣格(ge)栅,一般用(yòng)的是都有(yǒu)機玻璃成(cheng)型。軟質表(biao)皮厚片吸(xī)塑工藝主(zhu)要用在客(kè)車儀表台(tai)上,基體一(yi)般是玻璃(lí)鋼件(FRP),在玻(bō)璃鋼件上(shang)開吸氣孔(kǒng)吸表皮,表(biǎo)皮的材料(liào)主要有聚(ju)加發泡聚(ju)(PVC/PPF)複合材料(liào)。 現在以客(kè)車内側闆(pan)吸塑件爲(wei)例,簡述厚(hòu)片吸塑的(de)工藝過程(chéng)。零件尺寸(cùn)爲1200mm×1000mm×250mm,用到的(de)ABS闆材是尺(chǐ)寸爲1400mm×1200mm×4mm。首先(xian)要确認闆(pan)材的顔色(se)皮紋,因爲(wèi)内裝飾的(de)顔色和皮(pí)紋是很重(zhòng)要的,乘客(kè)一上車首(shǒu)先感受到(dao)的是車内(nèi)的環境。再(zài)看看闆材(cai)是否從剛(gāng)開封的包(bao)裝袋中取(qu)出,若不是(shi),闆材還需(xū)放到烘房(fang)中烘幹。因(yin)爲如果闆(pan)材潮濕,在(zai)加溫時會(huì)使闆材表(biao)面起氣泡(pào),外觀質量(liàng)惡化,嚴重(zhòng)時還會使(shi)闆材在成(chéng)型過程中(zhong)拉裂。同時(shí)模具裝到(dao)吸塑機上(shang),調整位置(zhì)和壓框,對(duì)模具的上(shang)升過程和(he)時間進行(háng)預先設定(ding);模具頂部(bù)不能超出(chu)吸塑機工(gong)作平台,然(rán)後就對模(mó)具加溫,約(yuē)到60℃左右。闆(pan)材放到自(zi)動送料裝(zhuāng)置上,機器(qi)把闆材送(sòng)到吸塑機(jī)工作台上(shàng)(如果沒有(yǒu)此機構就(jiù)要用手工(gong)把闆材放(fang)到工作台(tái)上),壓框由(you)上而下把(ba)闆材壓緊(jin)。然後加熱(re)機構移到(dào)工作台上(shang)方,對闆材(cái)進行加熱(rè),一般加熱(rè)到120℃左右,時(shi)間2~3分鍾;還(hai)可以對加(jiā)熱器進行(hang)區域溫度(du)設定,拉伸(shen)大的地方(fāng)适當增大(da)加熱溫度(du);加熱完後(hou),加熱機構(gòu)移開,同時(shi)模具開始(shi)向上移。
•·




