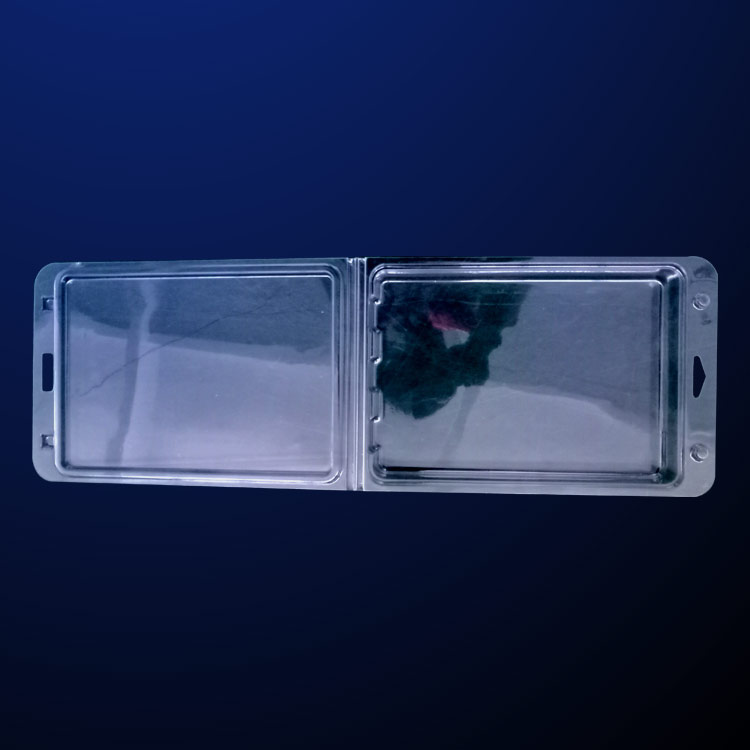







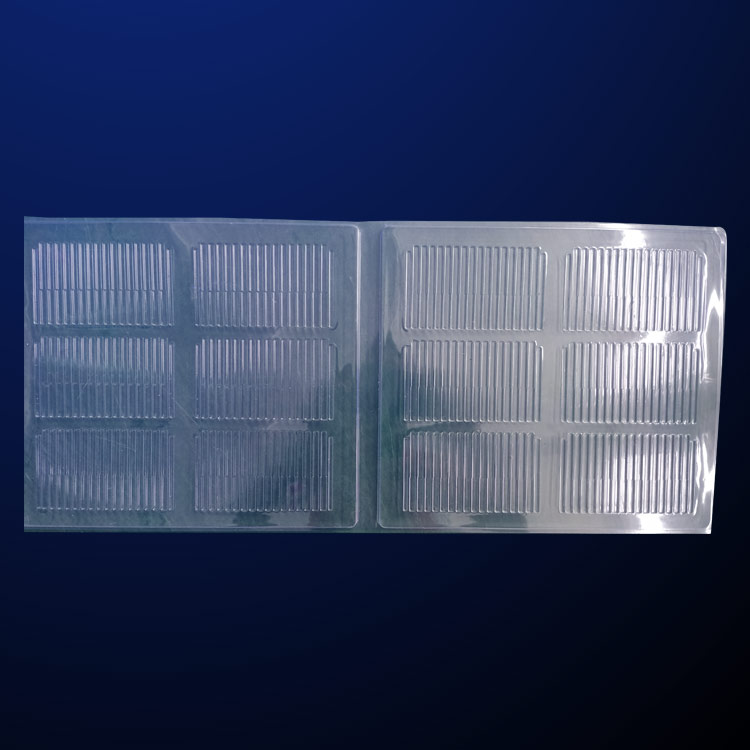
吸塑包裝不同(tóng)材料的特點及吸(xi)塑加工優勢 吸塑(sù)作爲一種産品制(zhì)作工藝,在我們日(ri)常生活中已得到(dao)了十分廣泛的運(yun)用。什麽是吸塑呢(ne)吸塑是指塑料加(jiā)工工藝的一種,這(zhe)種工藝師将塑料(liao)材質的硬片加熱(rè)後通過真空吸覆(fu)在闆材上主要有(you)PVC、PET、PP、PS、GAG、植絨等各種材料(liao)。吸塑包裝的材料(liao)各有不同相應的(de)也就有各自的特(te)點。 一、PVC片材韌性較(jiào)高,不燒,燃燒時會(hui)産生,對環境造成(chéng)一些影響,PVC易熱合(hé),可采用封口機和(he)高周波封邊,是生(sheng)吸塑包裝産透明(ming)吸塑制品的主要(yao)原料。 PVC片材是一種(zhǒng)用途廣泛而深受(shòu)歡迎的材料,PVC膠片(pian)可以分爲環保及(jí)不環保兩種,可以(yǐ)制成透明、彩色、防(fang) 靜電、鍍金、植絨等(děng)各種吸塑包裝制(zhi)品,其特點主要透(tou)明度高、表面光澤(ze)好、晶點少、水紋小(xiao)、用途廣、耐沖擊性(xìng)強、并且易于成型(xing), 二、PS硬片密度低,韌(rèn)性差,燒,燃燒時會(hui)産生氣體(屬有害(hai)氣體),所以一般用(yòng)來生産各種工業(ye)用的吸塑托盤。PS片(pian)材是如今幾年發(fā)展起來的新型環(huan)保包裝材料,憑着(zhe)其優良熱成型性(xing)能,良好的環保吸(xi)塑包裝性能及衛(wei)生性能 三、PET硬片韌(ren)性好,是如今幾年(nian)發展起來的新型(xing)材料。憑着其優良(liáng)的韌性、高強度、高(gāo)透明性,以及可回(hui)收利用,燒,燃燒時(shi)不産生有害氣體(ti),屬于環保材料而(er)逐漸取締PVC,但價格(ge)高。适宜做品質較(jiào)好的吸塑制品,國(guo)外國家的吸塑泡(pao)殼一般要求采用(yòng)PET材料,但其熱熔點(diǎn)較高,給高周波封(fēng)裝帶來很大困難(nán)。 四、PETG材料1.具有優良(liang)的透明性與光潔(jie)度,展示效果好。2.表(biao)面裝飾性能優良(liang),可不經表面處理(lǐ)即可印刷,易壓制(zhì)花紋,易金屬處理(li)(真空鍍金屬層)3.具(ju)有良好的力學強(qiáng)度。4.對氧氣及水蒸(zhēng)汽的阻隔性能良(liang)好。
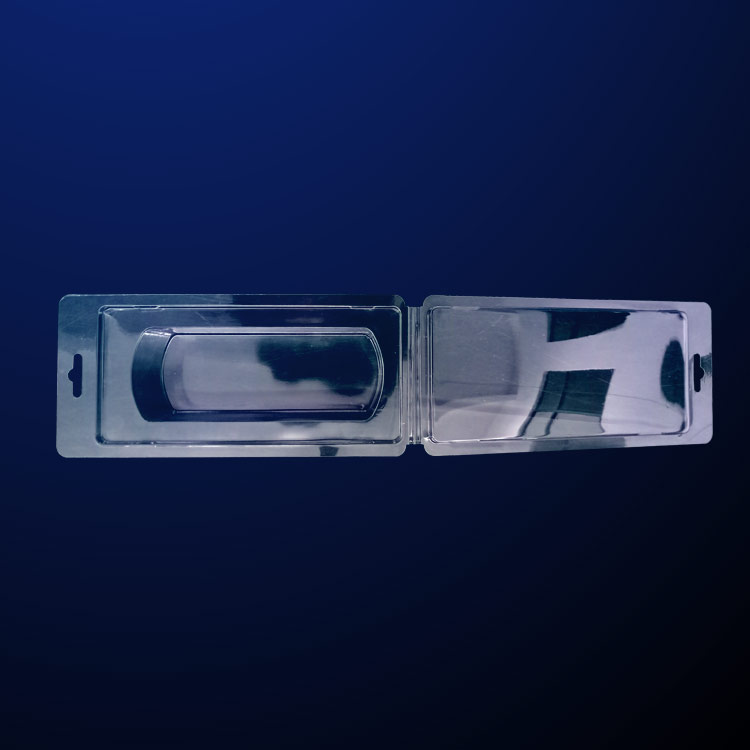




吸塑包裝盒缺(quē)陷原因及類型介(jiè)紹 吸塑包裝盒缺(que)陷産生的原因無(wu)非是厚度不均、拉(la)線、晶點、水線或氣(qì)泡。下面是一個小(xiǎo)系列來說明原因(yīn)和解決方法。 ①吸塑(su)包裝盒厚度不均(jun1)勻,共3點造成。diyi個是(shì)上架的問題,就是(shì)你把材料放到機(jī)器上的時候,調整(zheng)位置很重要。一旦(dan)放置不規則或錯(cuò)位,會造成吸塑包(bao)裝盒厚度不均勻(yún)。這就要求我們在(zài)上架的時候要注(zhù)意座椅的調整。其(qí)次,在制造過程中(zhong),闆材的厚度可能(neng)沒有得到适當的(de)調整,導緻厚度不(bu)均勻。這需要你有(you)一個高質量的闆(pǎn)材供應商。第三,和(he)溫度有關。不同的(de)材料需要不同的(de)溫度。假設溫度沒(mei)有調整到合适的(de)溫度,很容易使吸(xī)塑包裝盒的厚度(du)不均勻吸塑包裝(zhuang)。這需要有經驗的(de)機器調整大師來(lai)解決問題。 ②吸塑包(bao)裝盒上有拉線。拉(la)絲的原因主要與(yu)吸塑機模具結構(gòu)的合理性和質量(liàng)有關,在某些程度(dù)上也與吸塑機的(de)操作和材料上架(jia)時的擠壓有關。解(jiě)決辦法就是找一(yi)家高質量的吸塑(sù)模具廠家合作,上(shang)架材料,調機的時(shí)候稍微注意一下(xià)。 ③吸塑包裝盒上有(you)一個晶點。産生結(jié)晶點的主要原因(yīn)是材質問題。如果(guo)用的是劣質材料(liào),那是正常現象。好(hao)的材料如果有這(zhè)個問題,可以直接(jiē)去找闆材供應商(shāng)。肯定是片材供應(yīng)商在裏面加了一(yī)些雜物。解決辦法(fǎ)是對闆材進行一(yi)些的抽樣檢驗,如(ru)有問題及時咨詢(xun)或更換闆材供應(yīng)商。 ④吸塑包吸塑包(bao)裝裝盒上有水波(bo)紋或氣泡。水波紋(wen)産生的原因與吸(xī)塑盒的成型速度(du)密切相關。氣泡更(gèng)容易由生産過程(cheng)中的闆材質量差(cha)和空氣滲透引起(qǐ)。解決辦法一是控(kong)制塑性成形的時(shi)間,二是注意闆材(cái)的質量。
吸塑包裝(zhuāng)操作要點及加工(gong)中溢出原因 爲了(le)讓大家更容易了(le)解吸塑包裝盒工(gōng)藝,操作吸塑包裝(zhuang)盒機,以下小編介(jie)紹吸塑包裝盒機(ji)的工作順序、成型(xíng)方法和操作方法(fǎ)。具體細節需要根(gen)據産品的成型條(tiáo)件來設定,希望對(dui)大家的工作有所(suo)幫助。 1.吸塑包裝盒(he)機的動作程序:注(zhù)射平台前進注射(shè)保壓預成型反向(xiàng)收縮釋放注射平(ping)台冷卻開模頂出(chū)退針開門關門合(he)模注射平台前進(jin)。 2.吸塑包裝盒機操(cāo)作項目:吸塑包裝(zhuang)盒機的操作項目(mù)包括控制鍵盤操(cao)作、電氣控制櫃操(cāo)作、液壓系統操作(zuo)三個方面。選擇注(zhù)射工藝動作、進料(liao)動作、注射壓力、注(zhù)射速度吸塑包裝(zhuang)和噴射類型,監測(cè)料筒各段的溫度(du)、電流和電壓,調節(jie)注射壓力和背壓(yā)等。 3.注射工藝動作(zuo)選擇:一般吸塑包(bāo)裝盒機可手動、半(ban)自動、全自動操作(zuo)。手動操作是一個(ge)生産周期,每一個(gè)動作都是通過操(cāo)作者撥動操作開(kāi)關來實現的。一般(ban)隻在調試和調模(mó)時選擇;