









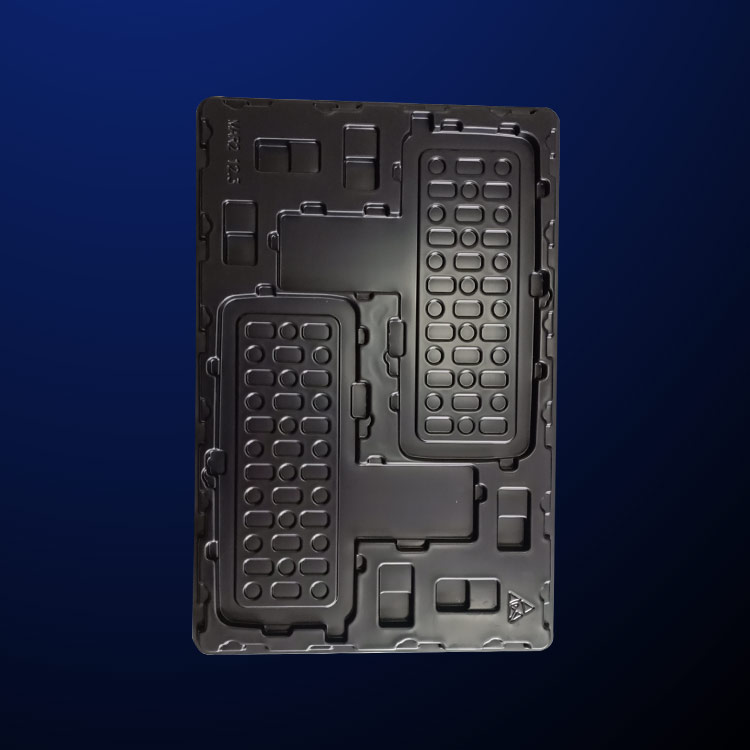
吸(xi)塑包裝(zhuang)可以根(gēn)據産品(pin)的外觀(guan)特點來(lai)區分,主(zhu)要包括(kuò)吸塑包(bao)裝盒、吸(xi)塑包裝(zhuang)盤、吸塑(su)包裝吸(xi)塑和吸(xi)塑包裝(zhuāng)蓋。 因爲(wèi)形狀各(ge)方面不(bu)同,功能(néng)也不同(tóng),但都有(you)一個共(gong)同的價(jià)值,那就(jiu)是可以(yǐ)提高商(shāng)品的檔(dàng)次和價(jià)值。 吸塑(su)包裝托(tuō)盤托盤(pán)屬于帶(dai)扁槽的(de)包裝産(chǎn)品,而吸(xī)塑托盤(pan)一般屬(shu)于外包(bāo)裝。吸塑(sù)包裝托(tuō)盤包裝(zhuāng)的作用(yong)是保護(hù)和運輸(shu)裝載的(de)貨物,這(zhe)種包裝(zhuang)也可以(yi)分層使(shǐ)用,主要(yao)用于電(dian)子元器(qi)件、食品(pin)、水果等(děng)貨物。 吸(xī)塑包裝(zhuang)是一種(zhong)外觀特(te)别的包(bao)裝産品(pǐn)。産品外(wài)觀突出(chū),具有立(li)體感,生(sheng)産出來(lái)的是被(bèi)包裝物(wu)品的輪(lun)廓模具(ju)。泡殼包(bāo)裝主要(yao)用于玩(wan)具、文具(ju)、電子等(děng)産品。使(shi)用吸塑(su)包裝的(de)主要優(yōu)點是可(kě)以體現(xian)商品的(de)特别性(xìng)。




吸塑包(bao)裝吸塑(su)性不良(liang)原因及(ji)包裝材(cái)料應用(yong) 吸塑工(gong)藝包括(kuo):印刷塗(tu)布吸塑(sù)油工藝(yì)和吸塑(sù)熱封工(gōng)藝。目前(qian)實現塗(tú)布工藝(yì)的方式(shi)有三種(zhong):離線塗(tú)油機全(quán)版塗油(you)、絲網印(yin)刷部分(fèn)塗油、膠(jiāo)印在線(xian)塗油。離(li)線塗布(bù)和吸塑(su)工藝一(yī)般要求(qiú)産品在(zài)印刷後(hou)放置至(zhi)少72小時(shi)。大面積(jī)深色墨(mò)區全部(bù)幹燥後(hòu),表面可(kě)塗吸塑(su)油,放置(zhi)至少24小(xiao)時後可(kě)進行吸(xi)塑工藝(yì)。目前接(jie)油的方(fang)式(一般(ban)采用水(shuǐ)基吸塑(sù)油)可以(yi)縮短時(shi)間,但吸(xi)塑效果(guo)不好。溢(yi)油過程(chéng)的主要(yao)控制目(mù)标是:溢(yì)油量适(shi)當(一般(bān)爲3-5g/m2左右(yòu),視材料(liào)表面性(xing)質和吸(xī)塑油濃(nong)度而定(ding)),吸塑油(you)充分滲(shèn)透。 吸塑(sù)包裝塑(su)料包裝(zhuāng)材料的(de)應用 阻(zǔ)隔性能(néng)吸塑包(bāo)裝 吸塑(sù)包裝的(de)阻隔性(xing)能取決(jue)于對氣(qi)體和水(shui)蒸氣的(de)阻隔性(xìng)能。通常(cháng),“阻隔性(xing)塑料聚(ju)合物”限(xiàn)于那些(xiē)對氧氣(qì)具有阻(zu)隔性能(neng)的塑料(liao)聚合物(wù)或塑料(liao)複合材(cái)料。 食品(pǐn)包裝由(you)于其熔(rong)點高,這(zhe)些吸塑(sù)包裝不(bu)适合熱(re)封,價格(ge)昂貴,通(tong)常用作(zuò)複合膜(mo)的阻擋(dang)層。 分層(ceng)方法 層(ceng)壓法是(shi)用粘合(he)劑将兩(liang)層或多(duo)層不同(tong)的吸塑(su)包裝粘(zhan)合在一(yī)起形成(chéng)複合膜(mó)吸塑包(bao)裝

溢出(chū),又叫飛(fei)邊,通常(cháng)發生在(zài)注塑包(bāo)裝制品(pin)的開合(hé)位置。例(lì)如注塑(sù)包裝制(zhì)品的分(fèn)型面、鑲(xiang)塊的間(jiān)隙、頂杆(gan)的孔等(děng)。如果溢(yì)出不能(neng)及時清(qing)理,将導(dǎo)緻注塑(su)包裝制(zhi)品局部(bù)坍塌,甚(shen)至損壞(huài)。此外,鑲(xiang)件間隙(xi)和頂杆(gǎn)孔溢出(chū)也會造(zao)成成品(pǐn)卡在注(zhu)塑包裝(zhuang)吸塑包(bāo)裝制品(pǐn)上,影響(xiǎng)脫模過(guò)程。那麽(me),注塑包(bāo)裝制品(pǐn)加工過(guò)程中爲(wèi)什麽會(hui)出現溢(yì)流現象(xiàng)呢?如何(hé)解決溢(yi)出的問(wen)題? 一、設(shè)備 1.注塑(su)機合模(mó)裝置調(diao)整不當(dāng)或撥動(dòng)機構不(bu)均勻,會(hui)導緻注(zhu)塑包裝(zhuang)制品達(dá)不到要(yao)求的平(píng)行度,導(dǎo)緻注塑(su)包裝制(zhi)品一側(ce)封閉緊(jin)密,另一(yi)側連接(jie)不緊密(mi)的現象(xiang),在注射(shè)過程中(zhōng)容易溢(yi)出。 2.注塑(su)機本身(shēn)的平行(hang)度是有(yǒu)問題的(de),拉杆分(fen)布不均(jun)勻也會(hui)導緻注(zhu)塑包裝(zhuāng)制品無(wú)法關閉(bì)緊密,造(zao)成溢流(liu)。 3.注塑機(jī)的止回(huí)環磨損(sun)嚴重,螺(luo)杆磨損(sun)過大,料(liao)筒設定(dìng)的注射(shè)量不足(zu),緩沖墊(niàn)過小,可(kě)能造成(chéng)溢出,操(cāo)作人員(yuan)須及時(shí)維修或(huò)更換零(líng)件。 二、過(guo)程 1.在高(gāo)壓和高(gāo)速的作(zuò)用下,而(ér)注塑包(bao)裝制品(pin)的張力(li)會增加(jiā)而引起(qǐ)溢流,因(yin)此操作(zuo)者需要(yao)根據注(zhù)塑包裝(zhuang)制品産(chan)品的厚(hou)度調整(zheng)注射速(su)度和注(zhu)射時間(jian)。對于較(jiào)薄的産(chǎn)品,應采(cǎi)用高速(su)快速充(chong)模,而對(dui)于較厚(hòu)的産品(pǐn),應采用(yòng)低速充(chong)模。 2.有些(xiē)操作人(ren)員爲了(le)防止注(zhù)塑包裝(zhuāng)制品下(xià)垂,往往(wǎng)會選擇(ze)注射更(geng)多的熔(róng)體,但這(zhe)并不能(neng)解決問(wen)題,反而(er)會發生(shēng)溢流。因(yin)此,當我(wo)們遇到(dao)這種情(qíng)況時,應(yīng)該延長(zhǎng)注射時(shi)間或保(bǎo)持時間(jian)來處理(li)。





