








厚吸(xī)塑模具(jù)是怎麽(me)做的 吸(xi)塑加工(gōng)要想定(ding)向成形(xing),就必須(xu)借助模(mó)具--吸塑(su)模具,吸(xī)塑模具(jù)就是指(zhǐ)在吸塑(sù)生産時(shí)所用的(de)模具,成(chéng)本低的(de)是石膏(gao)模,其次(ci)是電鍍(du)銅模,貴(gui)的是鋁(lü)模。 一般(ban)情況,我(wo)們會在(zai)模具内(nèi)鑽上小(xiao)孔,用于(yú)真空吸(xī)附熱化(hua)的硬膠(jiāo)片,形成(chéng)吸塑産(chǎn)品。吸塑(su)制作工(gong)藝技術(shu)應用的(de)是空氣(qì)壓力的(de)原理,利(li)用吸塑(su)機設備(bei)進行生(shēng)産各種(zhong)産品包(bāo)裝,地闆(pan)磚模具(jù)和工藝(yì)模具的(de)實用型(xíng)生産技(ji)術,該技(ji)術用途(tu)十分廣(guǎng)泛,生産(chan)快捷,投(tóu)資小,,效(xiào)益高。 1、設(she)備與工(gōng)具 準備(bèi)設備:真(zhēn)空吸塑(su)機一台(tai)套; 工具(jù):模具; 材(cai)料:聚或(huò)聚乙烯(xī)塑料片(pian)卷材(規(guī)格根據(jù)生産品(pin)種選擇(ze)不同厚(hòu)度片材(cai))。 2、生産工(gōng)藝 (1)模具(ju)制作及(jí)加工 客(kè)戶下單(dan)後,根據(jù)用戶的(de)要求和(he)樣品規(gui)格,首先(xiān)制作好(hǎo)吸塑模(mó)具,一般(ban)條件下(xia),都是利(li)用石膏(gāo)制作的(de)吸塑模(mó)具,但也(yě)有用木(mù)雕及金(jin)屬雕刻(ke)的産品(pǐn)作模具(jù)。 石膏模(mó)具制作(zuò)好後,先(xian)讓其自(zi)然幹燥(zao)完全或(huo)是烘幹(gàn),然後根(gen)據産品(pin)表面凸(tū)凹具體(tǐ)情況,用(yong)1-2毫米的(de)鑽花在(zai)不影響(xiang)産品包(bāo)裝模樣(yang)的低凹(āo)處鑽許(xu)多小孔(kong),如果是(shi)包裝盒(hé)之類産(chan)品,還得(dé)在四周(zhou)邊上鑽(zuan)一些小(xiao)孔,以便(biàn)吸塑生(shēng)産時,能(néng)将空氣(qi)抽出。 模(mó)具鑽好(hao)孔後,還(hái)得将石(shí)膏模具(jù)進行加(jia)硬處理(li),加硬處(chu)理方法(fa)是用濃(nong)明礬飽(bao)和液浸(jin)泡後晾(liàng)幹。 (2)材料(liào)的軟化(hua) 模具處(chu)理幹燥(zào)完全後(hòu),将模具(jù)裝入真(zhen)空室上(shang)層鐵闆(pan)上,然後(hou)根據模(mó)具大小(xiǎo),将塑料(liao)片載成(cheng)适用規(gui)格尺寸(cun),然後将(jiang)此片材(cái)放入加(jiā)熱木櫃(gui)内,使其(qi)完全固(gù)定好,再(zài)将木櫃(gui)連同塑(sù)料片材(cai)置恒溫(wēn)爐上進(jin)行軟化(hua)處理。 (3)吸(xī)塑成形(xing) 将軟化(hua)處理好(hao)的塑料(liào)片連同(tóng)木櫃,置(zhi)于真空(kōng)室中,開(kāi)動吸氣(qì)開關,将(jiāng)真空室(shi)内空氣(qi)吸抽幹(gan)淨,待塑(su)料片冷(leng)卻後,即(jí)得到與(yu)模具相(xiang)同的凹(āo)型包裝(zhuāng)或工藝(yi)模具。 (4)包(bao)裝整理(lǐ) 将生産(chǎn)出來的(de)産品進(jìn)行修邊(biān)整理即(jí)爲成品(pin)産品,再(zài)經包裝(zhuang)後即可(kě)出售。





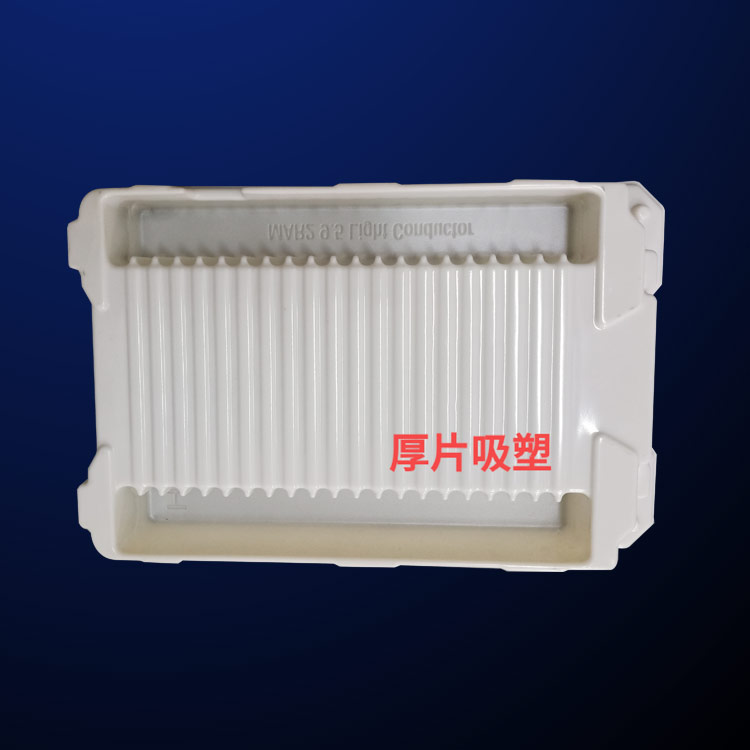
如(ru)何防止(zhǐ)厚片吸(xi)塑加工(gōng)中的變(bian)形問題(ti) 在厚片(piàn)吸塑加(jiā)工過程(chéng)中,産品(pǐn)脫模時(shí),如果沒(mei)有做好(hǎo)前期各(ge)項準備(bei)工作,容(róng)易導緻(zhi)産品變(biàn)形,那麽(me)如何避(bi)免此類(lei)問題的(de)發生? 首(shou)先,做好(hao)脫模前(qián)的各項(xiàng)準備工(gōng)作 1、檢查(cha)、調節好(hao)冷卻水(shuǐ)的溫度(dù),并将噴(pen)頭的水(shuǐ)量調節(jiē)到符合(he)規定的(de)範圍。 2、調(diao)整号每(měi)個位置(zhi)的風向(xiang),以便于(yú)找到的(de)壓力進(jin)行厚片(piàn)吸塑的(de)生産。 其(qí)次,注意(yi)脫模過(guo)程中控(kòng)制 在脫(tuō)模的時(shi)候,是使(shǐ)用震動(dong)上模的(de)壓力迫(po)使順利(lì)脫模;如(rú)果能适(shi)當加大(da)底部風(fēng)量的話(huà),對保證(zheng)吸塑産(chǎn)品的品(pǐn)質也是(shì)有幫助(zhù)的。 從以(yǐ)上兩個(gè)方面,基(ji)本就能(néng)防止厚(hou)片吸塑(su)加工中(zhong)的變形(xíng)問題,如(ru)果這些(xie)還無法(fǎ)解決問(wèn)題的話(hua),就隻能(néng)重新制(zhi)作上模(mó),才能克(kè)服變形(xíng)的問題(ti)。

•·




