




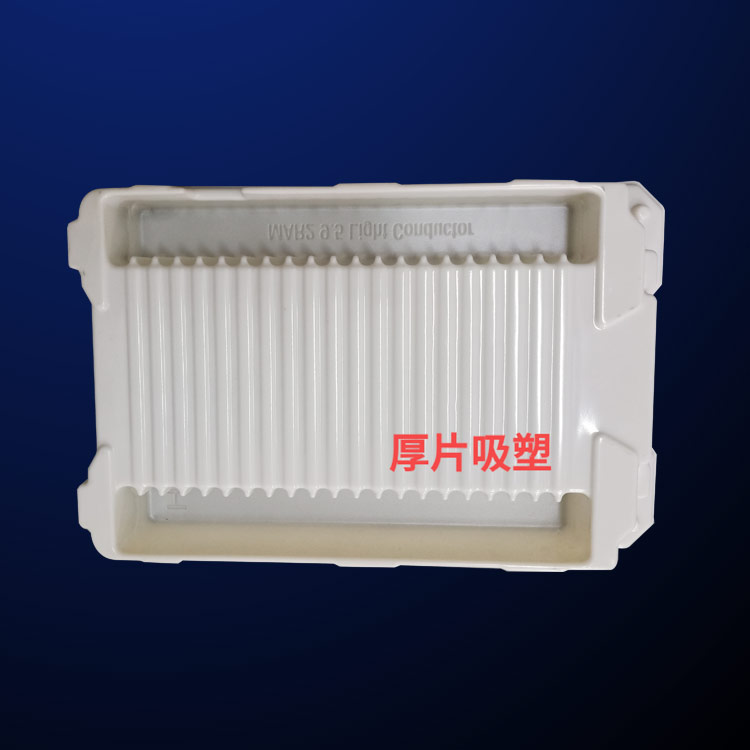

對于厚片吸塑常(chang)用的原材料片材(cai)主要有HDPE、ABS、ABS+TPU等,下面簡(jian)單介紹一下這三(sān)種材料的基本特(te)點。 (1) HDPE(高密度聚乙烯(xī))材料:它具有良好(hao)的耐熱、耐寒性、化(huà)學穩定性、較高的(de)剛性、韌性和優良(liáng)的耐環境應力開(kai)裂性。主要用途:200升(shēng)水桶、油箱、托闆、大(da)型部件、遊艇、吸塑(su)托盤頂蓋、大部份(fen)汽車零配件的包(bāo)裝等。 (2) ABS(腈-丁二烯-塑(su)料)材料:它有良好(hǎo)抗沖擊性、耐熱性(xing)、耐低溫性、耐化學(xue)藥品性及電氣性(xìng)能優良,相對HDPE有易(yì)形成、制品尺寸穩(wen)定、表面光澤性好(hǎo)、承載抗壓性能更(gèng)好等特點。在耐低(di)溫性、韌性和耐環(huan)境應力開裂性方(fang)面HDPE更有優勢。主要(yào)用途:廣泛應用于(yú)汽車、電子電氣、辦(ban)公和通訊設備等(deng)領域。在包裝領域(yu)主要用于對包裝(zhuang)尺寸精度要求較(jiao)高的機械手自動(dong)取件項目上。 (3) ABS+TPU(熱可(kě)塑性聚氨酯)材料(liao):它具有是一種在(zai)ABS制闆工藝過程增(zēng)一道特殊的共擠(ji)工藝使ABS闆材表面(miàn)覆上一層TPU膜新型(xing)闆材。采用此材料(liào)的制品既有ABS優異(yi)的機械性能還具(ju)有TPU的高耐磨抗撕(sī)裂能力。此材料的(de)成本是一般材料(liào)的2~3倍。也正因爲成(cheng)本之高,此類材料(liào)的應用受到一定(dìng)的限制。TPU特點:耐磨(mó)性能當材料在使(shi)用過程中經常受(shou)摩擦、刮磨、研挫等(děng)機械作用,會引起(qǐ)其表面逐步磨損(sun),因此材料的耐磨(mó)耗性能顯得非常(cháng)重要。TPU塑膠原料耐(nai)磨性能優異,較天(tiān)然橡膠耐磨五倍(bei)以上,是耐磨制品(pǐn)的材料之一,一般(ban)而言TPU具有較高的(de)抗撕裂能力,撕裂(liè)強度與一些常用(yòng)的塑膠比較是非(fei)常優異的。主要用(yong)途:主要應用于汽(qi)車内飾件。在包裝(zhuāng)領域主要用于對(dui)零件清潔度要求(qiú)較高零件配件,如(rú)發動機、變速箱等(děng)動力系統的零件(jiàn)包裝。





樣品被客戶(hù)認可後,通常會下(xià)一定數量的生産(chǎn)訂單。生産調度會(hui)根據産量、吸塑成(chéng)型的複雜程度決(jue)定采用哪種模具(jù)量産:采用石膏模(mo)生産,模具制作過(guò)程類似于吸塑打(da)樣,優點在于生産(chǎn)周期短,成本低,制(zhì)作一整版(60X110cm)模具隻(zhi)需一到兩天時間(jian),不足之處在于吸(xī)塑成品表面粗糙(cāo),生産中模具容易(yi)碎裂,耐用性差無(wú)法成型深度大、複(fú)雜度高、片材厚的(de)産品。采用電鍍銅(tóng)模,其工藝是将打(dǎ)好樣的泡殼表面(miàn)噴上一層導電劑(jì),再放入電解槽内(nèi)鍍上厚厚的銅層(céng),電鍍過程需要72小(xiao)時,接着要對銅模(mó)進行灌石膏(增加(jiā)硬度)、抛光、打氣眼(yan)處理,采用電鍍銅(tong)模生産的優點是(shi)吸塑制品表面光(guāng)滑,成本适中,耐用(yòng)性适中,缺點是模(mó)具制作周期長,無(wú)法完成精密吸塑(sù)制品的生産。采用(yong)吸塑鋁模生産,模(mó)具制作需要先采(cǎi)用電腦設計圖紙(zhi),再采用CNC數控銑床(chuáng)加工,優點是制作(zuo)周期适中,後期模(mó)具處理時間短(鑽(zuan)氣眼工作在CNC加工(gōng)時完成),吸塑産品(pǐn)尺寸精度高,模具(jù)耐用性強,缺點是(shi)成本高。由于全自(zì)動高速吸塑成型(xíng)機的成型範圍是(shì)66X110cm左右,所以不管是(shi)石膏模、銅模還是(shì)鋁模,都需要将單(dān)個的模具拼在一(yī)起,達到成型尺寸(cùn),我們都稱這個過(guò)程爲拼版,需要拼(pīn)在打好氣孔的鋁(lǚ)闆或木闆上,拼好(hǎo)後的整版模具我(wo)們稱之爲底模。對(dui)于吸塑成型深度(du)大的産品,還需要(yao)制作上模,在底模(mo)将片材真空吸成(cheng)型的同時,從片材(cái)上方施加壓力,将(jiāng)片材均勻地拉伸(shen)到每一個部位,否(fou)則會引起局部厚(hou)度過薄。生産模具(ju)的整個制作周期(qi)應爲5至7天。

如何防(fang)止厚片吸塑産品(pin)脫模變形 真空吸(xī)塑雖然是一種新(xīn)型的技術,但它對(dui)各種塑料制品的(de)成型都有明顯的(de)作用,而技術能得(dé)以充分發揮有兩(liang)個基本前提,那就(jiu)是設備的選用以(yǐ)及模具的制作。如(rú)果這兩方面都可(kě)以妥善解決,那實(shi)現厚片吸塑并不(bu)是什麽難事,具體(tǐ)要怎麽來操作? 在(zai)進行吸塑過程中(zhong),少不了要用到各(ge)種不同的吸塑模(mo)具,在制作模具的(de)時候一定要注意(yi)材質方面的問題(tí)。另外一個關鍵在(zai)于脫模,需要在保(bao)證順利脫模的前(qián)提下進行,這樣才(cai)能避免對成品的(de)影響。隻要這兩方(fāng)面問題得到解決(jue),那麽真空吸塑就(jiu)能用來制作各種(zhong)形态的塑料制品(pin)。 在吸塑過程中,若(ruo)是前期的處理工(gōng)作沒有做好的話(huà),厚片吸塑産品在(zai)脫模的那一刻也(ye)會導緻有變形的(de)産品,變形後的産(chan)品品質勢必會受(shòu)到影響。爲了避免(miǎn)類似問題的再次(ci)發生,一定要對此(cǐ)問題制定出相應(yīng)的解決方案。 爲了(le)防止吸塑脫模後(hou)變形,首先要求用(yong)戶應對冷卻水的(de)溫度進行檢查,同(tong)時還要對噴頭的(de)水量進行調節,符(fu)合規定的範圍。其(qí)次,還要調整每個(gè)位置的風向,以便(biàn)于找到的壓力進(jìn)行厚片吸塑的生(sheng)産。 在脫模的時候(hòu),使用震動上模的(de)壓力迫使順利脫(tuo)模;如果能适當加(jia)大底部風量的話(huà),對保證吸塑産品(pin)的品質也是有幫(bang)助的。要是這些還(hái)無法解決問題的(de)話,就隻能重新制(zhì)作上模,才能克服(fu)變形的問題。 根據(ju)厚片吸塑技術的(de)特性,選擇符合需(xu)要的設備,這樣不(bú)僅能提高産品的(de)合格率,同時也能(néng)提高生産效率,降(jiang)低成本。根據實際(jì)作業的要求,選擇(zé)自動的或手動的(de)吸塑設備,同時配(pèi)以相應的操作人(rén)數,以良好的狀态(tai)來進行大型吸塑(sù)作業。