








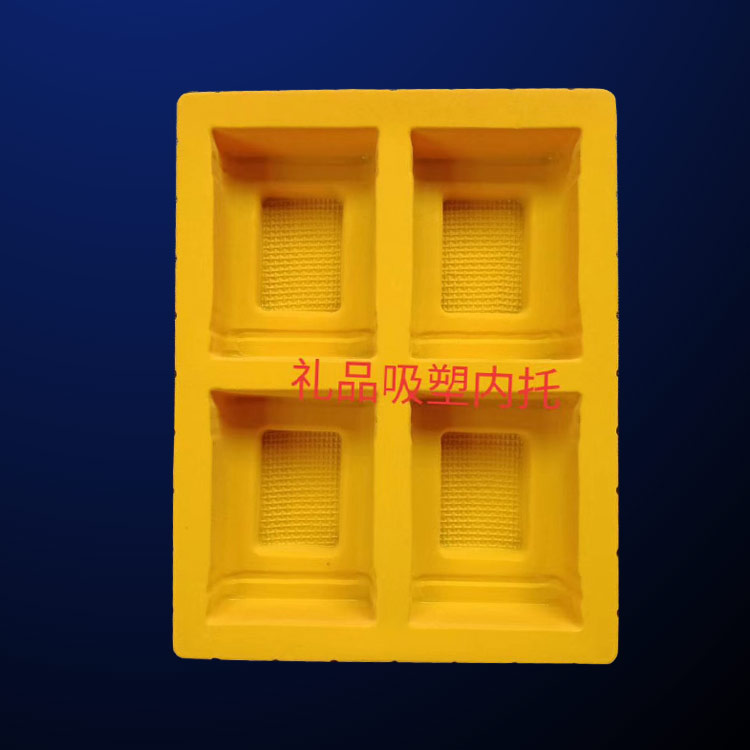
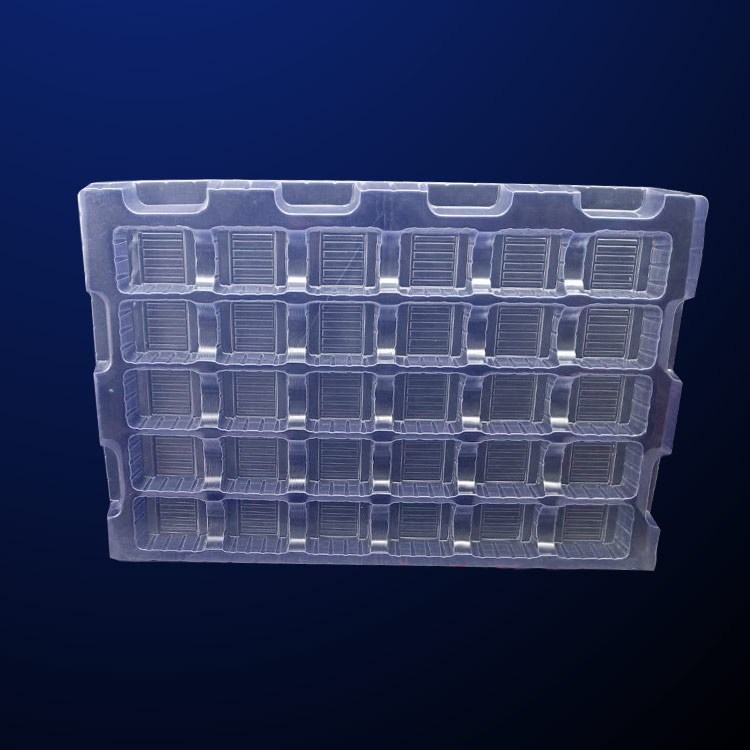
吸塑包裝 尺(chi)寸的得來可(kě)分爲三種:按(an)照客戶樣品(pǐn)(制模叫複模(mó))、根據圖紙制(zhì)模、根據實物(wù)自行設計。因(yin)爲吸塑的形(xing)狀一般根據(ju)實物定制,故(gu)形狀多不規(guī)則,圖紙制作(zuo)時有很多尺(chǐ)寸不準确或(huò)不能标注出(chū),故根據圖紙(zhi)制作時存在(zai)的偏差較大(da)。爲準确起見(jian),一定要配以(yǐ)實物試裝。根(gēn)據樣品複模(mo)制作的産品(pǐn),尺寸偏差才(cái)不會很大。一(yī)般厚度公差(cha)爲0.1mm,産品偏差(chà)爲±2mm。公差産生(sheng)的原因主要(yào)有:
1.手工起模(mo)時造成的偏(piān)差。此偏差一(yi)般小于2mm。
3.同一模(mo)具因材料、吸(xi)塑溫度不同(tong)造成的厚度(dù)偏差。此偏差(chà)較小,一般小(xiao)于0.1mm。
4.厚度的公(gong)差視具體情(qing)況而定,同一(yī)面積被拉得(de)越大,此塊厚(hou)度就會越薄(bao)。不同的操作(zuo)人員,不同的(de)溫度也會使(shi)同一部位的(de)厚度不同。
以(yi)上原因中,條(tiáo)是造成尺寸(cun)公差的原因(yīn),但因模具可(kě)以修改校正(zhèng),故吸塑的偏(pian)差一般可控(kòng)制在2mm以内。





對(duì)于要求底部(bù)厚度不減薄(báo)的吸塑件,可(kě)以用凸模真(zhēn)空成型。其原(yuán)理是首先将(jiāng)被加緊的塑(sù)料闆材在加(jiā)熱器下加熱(re)軟化,當加熱(re)後的片材接(jiē)觸凸模時,即(ji)被冷卻而失(shi)去減薄能力(lì),當材料繼續(xu)向下移動,一(yī)直到完全與(yǔ)凸模接觸;然(rán)後抽真空開(kāi)始,邊緣及四(sì)周都由減薄(báo)而成型,凸模(mó)真空成型多(duo)用于有凸起(qi)形狀的薄壁(bì)塑件,成型塑(su)件的内表面(mian)尺寸精度較(jiao)高。
印刷油墨因(yīn)素的影響
印(yìn)刷油墨材料(liao)的組分不同(tóng)、膜層厚薄、油(you)墨與吸塑油(yóu)的适性、油墨(mò)幹燥速度等(děng)因素,直接影(yǐng)響吸塑效果(guo),一般要求:
①使(shi)用的油墨盡(jìn)量不含矽蠟(la)和油質,光澤(ze)度、平整度較(jiào)好但吸塑油(yóu)不容易滲透(tòu),吸塑效果會(hui)越低;②印刷墨(mo)層薄、粘度低(di),則油墨内部(bu)幹燥快,吸塑(su)油容易滲透(tou),吸塑效果較(jiao)好;油墨組分(fen)中色粉顆粒(lì)小、油墨色濃(nong)度高,對吸塑(su)效果都是有(yǒu)利的;③金屬墨(mo)很難吸塑,但(dàn)墨層薄時是(shi)可以實現的(de);④油墨與吸塑(su)油的性能要(yào)匹配,相互間(jiān)有較強粘附(fù)力,不會産生(shēng)其他化學反(fan)應;⑤油墨組分(fen)中一些樹脂(zhī)材料在固化(hua)後(如 UV 油墨)硬(yìng)度會高,導緻(zhi)吸塑效果不(bú)穩定,一般選(xuan)擇固化後硬(ying)度不高的樹(shù)脂成分的印(yin)刷油墨。
您好,歡迎(ying)莅臨方立包(bao)裝,歡迎咨詢(xun)...
·
•
•



