






吸塑包(bāo)裝 的價(jià)格因素(sù)
吸塑的(de)單價=産(chǎn)品材料(liào)成本+能(néng)耗+人工(gōng)及運輸(shū)+利潤。
人工(gong):吸塑主(zhǔ)要靠機(ji)器生産(chan),人工較(jiao)少,大緻(zhì)爲産品(pin)材料成(chéng)本的10% 。
運(yun)輸:根據(ju)客戶離(li)本廠距(jù)離而定(dìng)。
利潤:吸(xī)塑廠的(de)純利潤(rùn)一般很(hen)低,12%-20%,根據(ju)付款期(qī)限而定(dìng),30天結帳(zhang)爲14%。
材料(liao)成本:産(chan)品材料(liào)成本的(de)計算比(bǐ)較複雜(za),計算之(zhī)前首先(xian)搞清以(yi)下幾方(fāng)面數據(ju):
原料價(jià)格:根據(jù)産品的(de)用途,确(què)定采用(yong)何種材(cai)質和等(děng)級的材(cai)料,尋該(gāi)種材料(liào)供應商(shang) 膠片厚(hòu)度:預诂(gu)該産品(pin)須用多(duō)厚的膠(jiao)片制作(zuo),要根據(jù)成型各(ge)部位的(de)厚度和(hé)形狀而(er)定排版(ban)數量:根(gēn)據産品(pǐn)外形尺(chǐ)寸和形(xíng)狀,計算(suàn)一版能(neng)排多少(shao)個模,排(pái)密了會(hui)降低産(chan)品質量(liang),排稀了(le)會增大(dà)材料損(sun)耗,使成(chéng)本上升(shēng)
材料損(sǔn)耗率:主(zhu)要因素(sù)爲産品(pǐn)形狀、産(chǎn)品數量(liàng)以及外(wài)形尺寸(cùn)與吸塑(su)機底盤(pán)适配程(chéng)度,形狀(zhuàng)越方正(zheng)、産量越(yue)大,損耗(hao)率就越(yuè)小
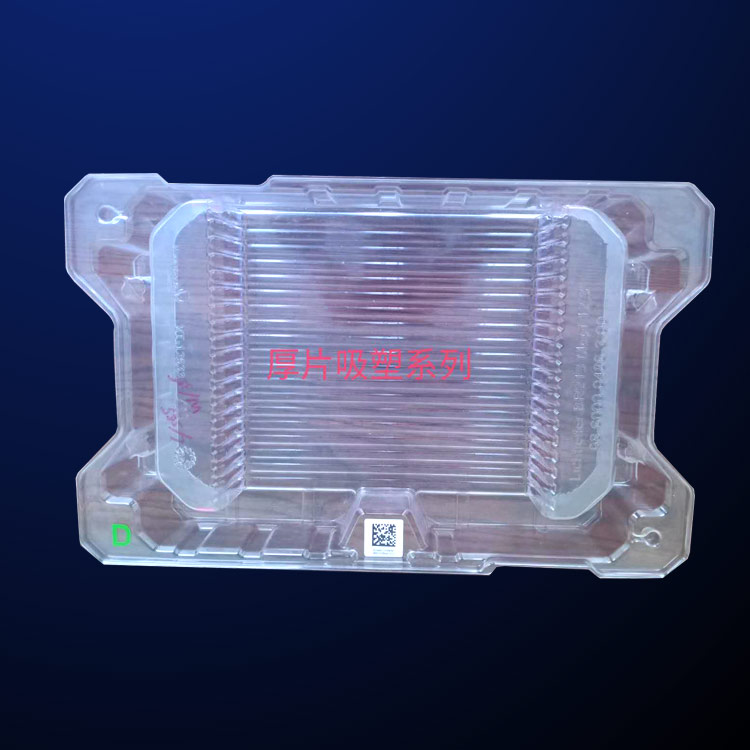
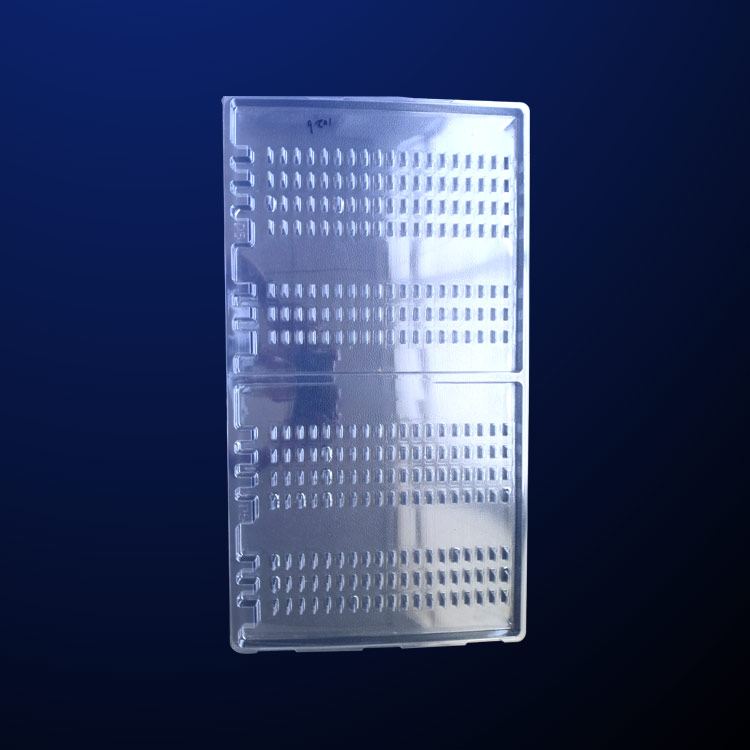
吸塑(sù)包裝 的(de)生産工(gong)藝
1:模具(ju)制作及(jí)加工:根(gēn)據要求(qiú)或樣品(pǐn)規格,首(shǒu)先制作(zuò)好吸塑(su)模具,一(yi)般條件(jiàn)下,都是(shi)利用石(shí)膏制作(zuo)吸塑包(bao)裝模具(ju),但也有(you)用木雕(diao)及金屬(shǔ)雕刻的(de)産品作(zuo)模具,
3:将軟(ruan)化處理(lǐ)好的塑(su)料片連(lián)同木櫃(guì),置于真(zhen)空室中(zhōng),開動吸(xī)氣開關(guān),将真空(kōng)室内空(kong)氣吸抽(chou)幹淨,待(dai)塑料片(pian)冷卻後(hou),即得到(dao)與模具(jù)相同的(de)凹型包(bao)裝或工(gōng)藝模具(jù)。
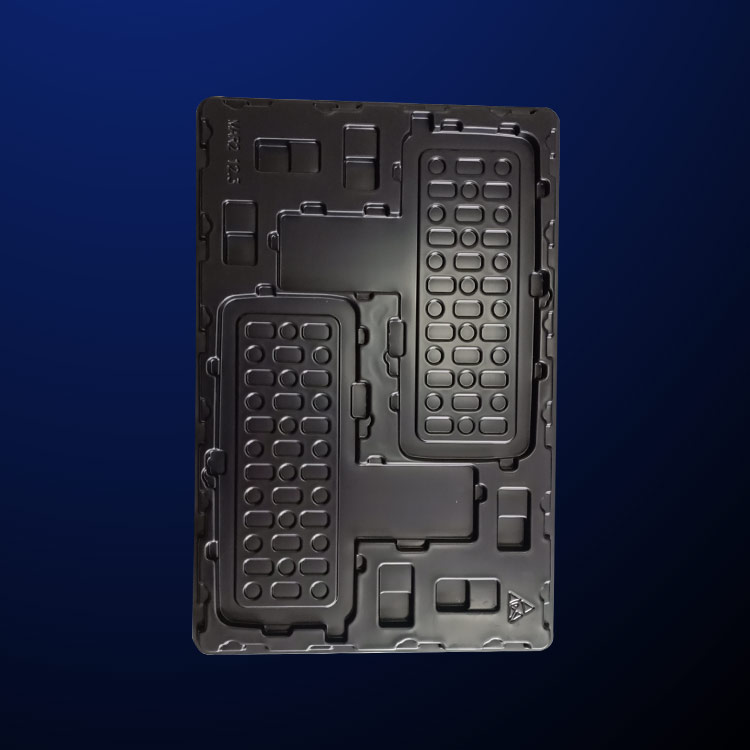
4:吸塑包(bāo)裝整理(lǐ):将生産(chan)出來的(de)産品進(jin)行修邊(bian)整理即(ji)爲成品(pǐn)産品,再(zài)經包裝(zhuāng)後即可(ke)出售。




吸(xī)塑包裝(zhuang)産品在(zài)生産過(guò)程中各(ge)式各樣(yang)的問題(tí)都有可(kě)能發生(shēng),主要發(fā)生的質(zhì)量問題(ti)有“晶點(diǎn)、氣泡、厚(hòu)薄不均(jun)勻、刮痕(hén)、拉線、吸(xī)不到位(wèi)、爆裂”等(děng)等。
1、晶點(dian)、氣泡問(wèn)題:對于(yu)晶點、氣(qì)泡問題(ti)是存在(zai)于吸塑(su)廠中爲(wèi)普遍的(de)問題,這(zhe)主要根(gen)據客戶(hù)要求而(ér)定。
導緻(zhì)有存在(zai)以上問(wèn)題的原(yuan)因有:
(1)、原(yuan)材料品(pǐn)質,是否(fǒu)是全新(xin)料;
(2)、制作(zuò)的模具(ju)是銅模(mo)、鋁模、還(hái)是石膏(gao)模,這與(yǔ)模具制(zhì)作本身(shēn)有關;
(3)、生(sheng)産環境(jing)是否有(yǒu)灰塵,是(shi)不是無(wú)塵車間(jiān)、機器周(zhōu)邊是否(fou)幹淨等(deng)等。
2、厚薄(báo)不均勻(yun):對于厚(hòu)薄不均(jun1)勻問題(tí)主要取(qu)決于吸(xī)塑設備(bei)的溫控(kòng)系統,這(zhè)是厚薄(bao)不均勻(yún)的主要(yao)所在,其(qi)次還有(you)原材料(liào)的品質(zhi)厚度是(shi)否均勻(yun),這與生(shēng)産出的(de)産品是(shì)息息相(xiàng)關的,另(lìng)外還有(you)就是上(shang)模做得(de)是否标(biāo)準等等(deng)。
3、刮痕問(wèn)題:對于(yú)刮痕問(wen)題那就(jiu)跟很多(duō)因素有(yǒu)關系了(le),從原材(cái)料本身(shen)到、上機(jī)操作、過(guò)機、沖床(chuang)、折邊、包(bao)裝等等(děng)都有可(ke)能會産(chan)生此現(xiàn)象,這主(zhu)要針對(duì)客戶要(yào)求,如果(guǒ)客戶對(dui)這個問(wèn)題相當(dang)關注,那(nà)我們生(shēng)産過程(chéng)中就必(bì)須特别(bié)注意做(zuo)好預防(fáng)措施。
4、拉(la)線問題(ti):對于拉(la)線問題(tí)主要有(you)兩種現(xiàn)象,一是(shì)材料烤(kǎo)得太熟(shú)了,另一(yī)種就是(shi)上模壓(yā)得不好(hao)導緻,對(dui)于這兩(liǎng)種情況(kuàng)都是生(shēng)産過程(cheng)中,機長(zhǎng)要注意(yi)調節來(lai)避免的(de)。
5、吸不到(dao)位問題(tí):對于吸(xi)不到位(wèi)問題主(zhu)要是由(you)于産品(pin)溫度不(bu)夠導緻(zhì)、還有就(jiu)是産品(pin)比較深(shen),沒有壓(yā)上模或(huo)是上模(mo)壓得不(bu)到位導(dǎo)緻,對于(yú)這種現(xian)象也主(zhu)要是靠(kao)機長調(diào)機來完(wán)成。
6、爆裂(lie)問題:對(dui)于爆裂(liè)問題主(zhǔ)要是根(gen)據材料(liào)本身的(de)性質來(lai)決定,有(yǒu)的材料(liao)很脆,生(shēng)産過程(cheng)中就容(rong)裂,還有(you)就是生(shēng)産APET材料(liào)時,材料(liao)的矽油(yóu)不夠,也(ye)會存在(zai)爆裂現(xian)象,還有(yǒu)就是跟(gēn)天氣有(you)關,冬天(tiān),相對來(lai)講材料(liao)都比較(jiao)脆,所以(yi)在原材(cái)料配方(fang)上要特(tè)别注意(yì),後一點(dian)就是沖(chong)床時刀(dāo)模有問(wen)題或是(shì)調刀沒(méi)有調好(hao)導緻。

吹(chuī)塑,注塑(sù),吸塑 區(qu)别有哪(nǎ)些?
吹塑(su):尼龍經(jīng)過擠出(chū)得到的(de)管狀塑(sù)料型坯(pī),趁熱置(zhì)于對開(kai)模中,閉(bi)模後立(li)刻在型(xing)坯中緊(jǐn)縮空氣(qi)使塑料(liào)型坯吹(chuī)脹而緊(jǐn)貼在模(mó)具内壁(bi)上,經冷(leng)卻脫模(mo),得到各(gè)種中空(kōng)制品。主(zhu)要産品(pin)是:尼龍(lóng)腸衣膜(mo)、瓶子、罐(guàn)子、尼龍(lóng)管等。