









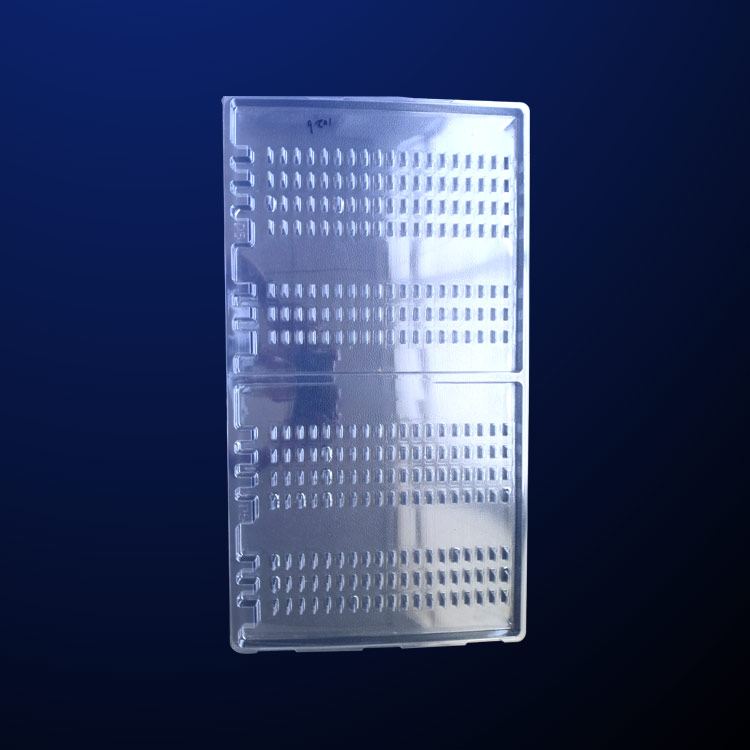
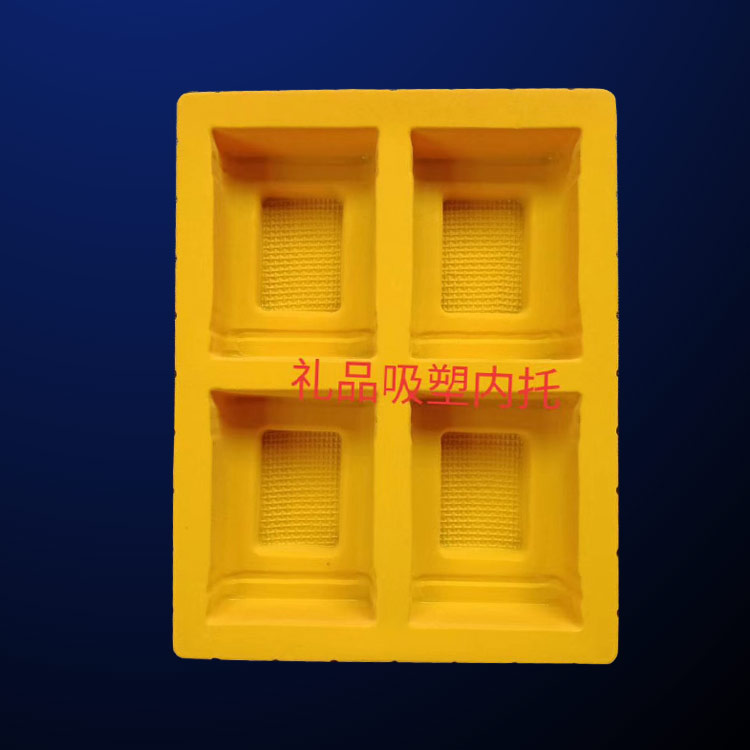
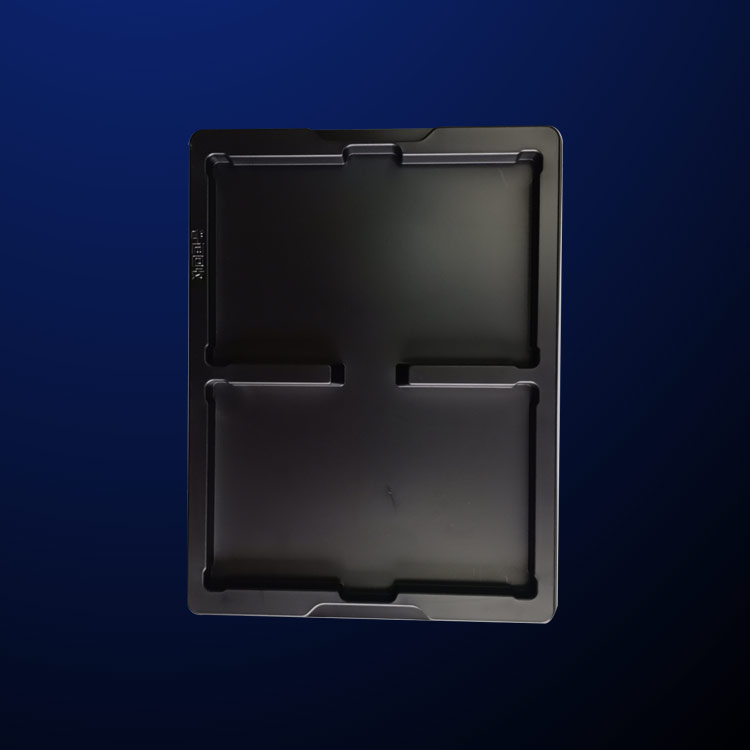
吸塑包裝 托(tuō)盤也叫塑料(liao)内托,采用吸(xī)塑工藝将塑(su)料硬片制成(chéng)特定凹槽的(de)塑料,将産品(pin)置于凹槽内(nei),起到保護和(hé)美化産品的(de)作用吸塑是(shì)一種塑料加(jiā)工方式,是将(jiāng)塑料闆材加(jia)熱後利用抽(chōu)真空将闆材(cái)吸附在模具(jù)表面,再冷卻(què)定型,食品包(bāo)裝裏的那些(xiē)托盤大部分(fen)就是吸塑的(de)。吸塑包裝多(duō)用于隔斷固(gu)定,而不是承(cheng)受壓力,因爲(wèi)采用吸塑多(duō)半是用很薄(báo)的材料成型(xíng)較大的面積(ji),用注塑等手(shǒu)段難以實現(xian)(注不足),材料(liào)薄則成本也(ye)較低。
吸塑是(shì)一種塑料加(jiā)工工藝,是将(jiāng)平展的塑料(liào)硬片材加熱(rè)變軟後,采用(yòng)真空吸附于(yú)模具表面,冷(lěng)卻後成型,廣(guǎng)泛用于塑料(liào)包裝、燈飾、廣(guǎng)告、裝飾等行(hang)業。而吸塑紙(zhǐ)包裝是用紙(zhi)塑複合産品(pǐn)來代替塑料(liao)片進行吸塑(sù)包裝。
第二,購買(mǎi)吸塑包裝時(shí),應該注意吸(xī)塑材料的透(tou)明度。現在很(hěn)多吸塑材料(liao)制作的包裝(zhuang),追求的就是(shì)包裝的透明(míng)度,透明度越(yue)高,會顯得産(chan)品的檔次越(yuè)高,從而提高(gao)售價增加利(li)潤。但是如果(guǒ)想要提高包(bāo)裝的透明度(dù),需要經過特(te)殊工藝的加(jiā)工,成本會相(xiang)對較高,另外(wài)不同批次生(shēng)産的包裝可(kě)能透明度也(yě)會存在差異(yi),在購買之前(qian)一定要确定(dìng)好具體的透(tòu)明度系數,并(bing)且從廠家定(dìng)制和購買時(shi),應該簽訂好(hao)協議,将透明(ming)度系數維持(chi)在一定範圍(wéi)内。




吸塑: 一種(zhong)塑料加工工(gong)藝,主要原理(li)是将平展的(de)塑料硬片材(cái)加熱變軟後(hou),采用真空吸(xī)附于模具表(biao)面,冷卻後成(chéng)型,廣泛用于(yu)塑料包裝、燈(dēng)飾、廣告、裝飾(shi)等行業。 吸塑(sù)包裝:采用吸(xī)塑工藝生産(chǎn)出塑料制品(pin),并用相應的(de)設備對産品(pǐn)進行封裝的(de)總稱。
深圳市(shi)森華興包裝(zhuang)制品有限公(gong)司二十年來(lai)專注于吸塑(sù)包裝,吸塑托(tuō)盤.......
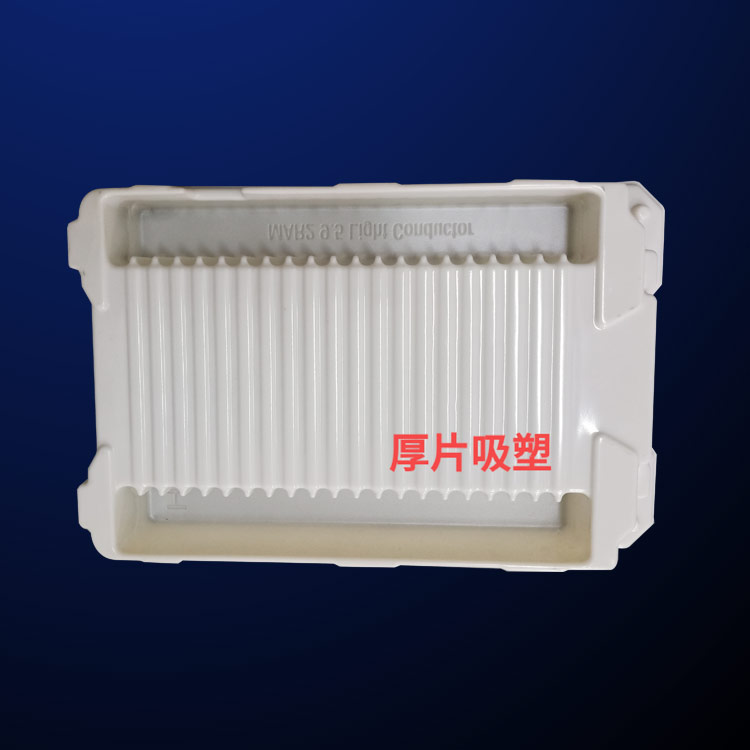
吸塑包裝(zhuāng) 制品包括:泡(pao)殼、托盤、吸塑(sù)盒,同義詞還(hai)有:真空罩、泡(pào)罩等。 吸塑包(bao)裝的主要優(yōu)點是,節省原(yuán)輔材料、重量(liang)輕、運輸方便(bian)、密封性能好(hao),符合環保綠(lü)色包裝的要(yao)求;能包裝任(rèn)何異形産品(pin),裝箱無需另(ling)加緩沖材料(liao);被包裝産品(pǐn)透明可見,外(wài)形美觀,便于(yú)銷售,并适合(he)機械化、自動(dong)化包裝,便于(yú)現代化管理(lǐ)、節省人力、提(ti) 吸塑包裝設(she)備主要包括(kuo):吸塑成型機(ji)、沖床、封口機(jī)、高頻機、折邊(biān)機。 封裝形成(chéng)的包裝産品(pin)可分爲:插卡(ka)、吸卡、雙泡殼(ke)、半泡殼、對折(shé)泡殼、三折泡(pào)殼等 注塑 注(zhù)塑,即熱塑性(xing)塑料注塑成(cheng)型,這種方法(fa)即是将塑料(liao)材料熔融,然(ran)後将其注入(rù)膜腔。熔融的(de)塑料一旦進(jìn)入模具中,它(ta)就受冷依模(mo)腔樣成型成(chéng)一定形狀。 所(suo)得的形狀往(wǎng)往就是成品(pǐn),在安裝或作(zuò)爲終成品使(shi)用之前不再(zài)需要其他的(de)加工。許多細(xi)部,諸如凸起(qǐ)部、肋、螺紋,都(dōu)可以在模塑(su)一步操作中(zhong)成型出來。 模(mó)塑機有兩個(gè)基本部件:用(yòng)于熔融和把(ba)塑料送入模(mó)具的裝置與(yu)合模裝置。
吸(xī)塑包裝 制品(pǐn)的刮痕是什(shi)麽?這種質量(liàng)問題是怎麽(me)導緻?如何解(jie)決?
吸(xi)塑包裝 的單(dan)價=産品材料(liao)成本+能耗+人(rén)工及運輸+利(li)潤
能耗:吸塑(su)是通過熱加(jia)工的,耗電能(néng)相對其他行(háng)業較大,大緻(zhi)爲産品材料(liao)成本的8% 人工(gong):吸塑主要靠(kào)機器生産,人(ren)工較少,大緻(zhì)爲産品材料(liào)成本的10% 運輸(shū):根據客戶離(lí)本廠距離而(ér)定, 利潤:吸塑(sù)廠的純利潤(run)一般很低,12%-20%,根(gen)據付款期限(xiàn)而定,30天結帳(zhang)爲14% 材料成本(ben):産品材料成(chéng)本的計算比(bǐ)較複雜,計算(suan)之前首先搞(gao)清以下幾方(fang)面數據:
原料(liao)價格:根據産(chan)品的用途,确(que)定采用何種(zhong)材質和等級(jí)的材料,尋該(gāi)種材料價供(gòng)應商 膠片厚(hou)度:預诂該産(chan)品須用多厚(hòu)的膠片制作(zuo),要根據成型(xíng)各部位的厚(hou)度和形狀而(ér)定 排版數量(liàng):根據産品外(wai)形尺寸和形(xing)狀,計算一版(ban)能排多少個(gè)模,排密了會(huì)降低産品質(zhi)量,排稀了會(hui)增大材料損(sun)耗,使成本上(shang)升 材料損耗(hào)率:主要因素(sù)爲産品形狀(zhuang)、産品數量以(yǐ)及外形尺寸(cùn)與吸塑機底(di)盤适配程度(dù),形狀越方正(zhèng)、産量越大,損(sǔn)耗率就越小(xiao)
您好,歡迎(ying)莅臨方立包(bao)裝,歡迎咨詢(xún)...
•



